
Frézovací nástroje
Frézování je jedním z nejuniverzálněj?ích vyrobních postup? p?i obrábění kov?. Vysledkem jsou p?esné a slo?ité sou?ásti, které se pou?ívají v mnoha oblastech. V závislosti na pou?ití nabízí spole?nost Gühring vhodné frézovací nástroje pro obrábění r?znych materiál?. Program zahrnuje víceú?elové i speciální nástroje, od konven?ních hrubovacích fréz a? po moderní strategie HPC/HSC, jako je dynamické trochoidní frézování (GTC) nebo iMachining (SolidCAM). Kromě toho se pro frézy pou?ívají r?zné ?ezné materiály.

Na?tením p?íspěvku souhlasíte se zásadami ochrany osobních údaj? YouTube.
Zjistěte více
K na?im nejzajímavěj?ím produkt?m
Základní informace o frézování
Definice frézování
Frézování je proces obrábění s geometricky definovanymi b?ity a p?eru?ovanym ?ezem. Cílem frézování je vyroba definovanych obrobk?. Frézovací nástroje mají jeden nebo více b?it? a umo?ňují svislé, vodorovné i ?ikmé obrábění materiál? v??i rota?ní ose.
Jak funguje frézování?
Fréza pr?bě?ně odstraňuje materiál z polotovaru ve formě t?ísek. Na rozdíl od vrtáku, ktery ?e?e pouze na ?pi?ce (hlavní b?it), fréza ?e?e po obvodu, na hlavním b?itu, vedlej?ím b?itu a na ?ele. Díky tomu m??e fréza obrábět materiály sou?asně v r?znych směrech, nazyvanych také osy. P?i odebírání t?ísek se nástroje otá?ejí kolem vlastní osy vysokou rychlostí a sou?asně se pohybují podle vyráběného obrysu. Tvar obrobku je tedy dán ?í?kou posuvu (ae) a hloubkou posuvu (ap).

Strategie frézování
U fréz rozli?ujeme následující aplikace:
 Drá?kování
Drá?kování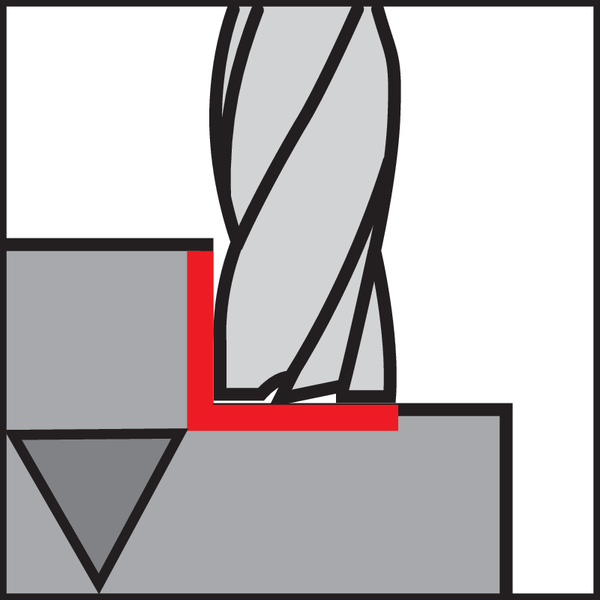 Hrubovací fréza
Hrubovací fréza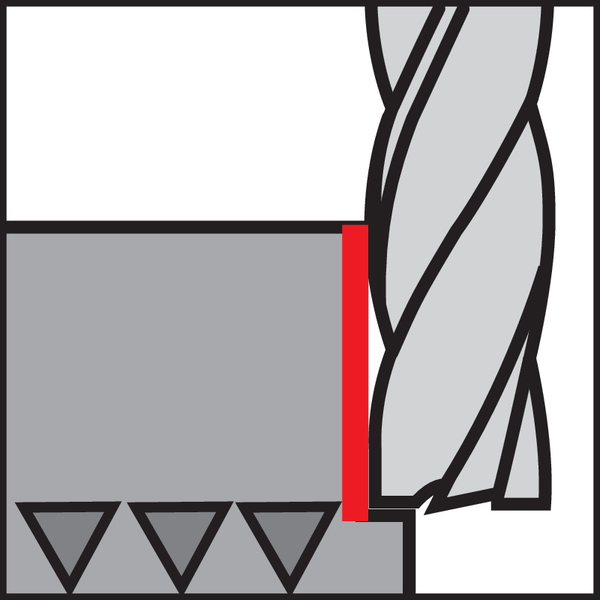 Dokon?ování
Dokon?ování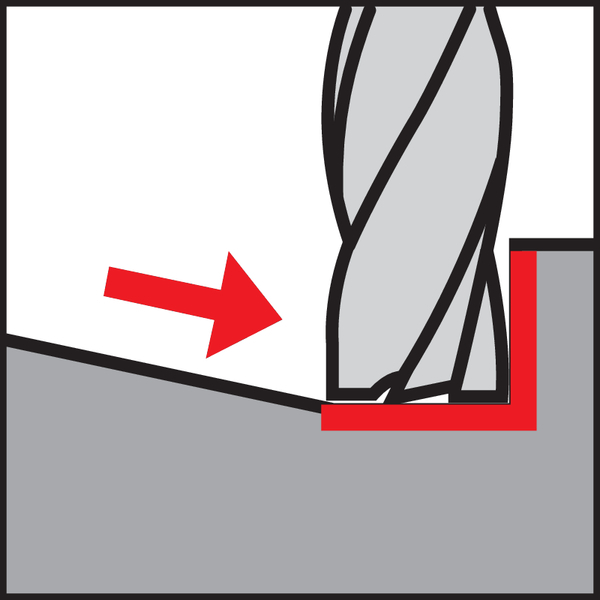 Zano?ování
Zano?ování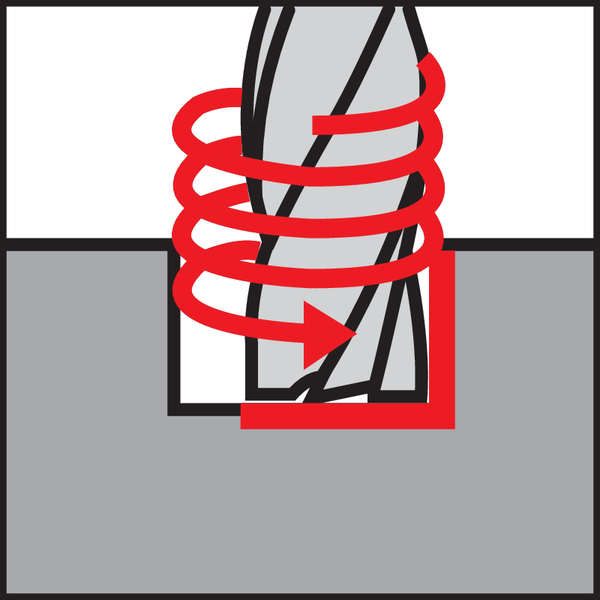 ?roubovici
?roubovici 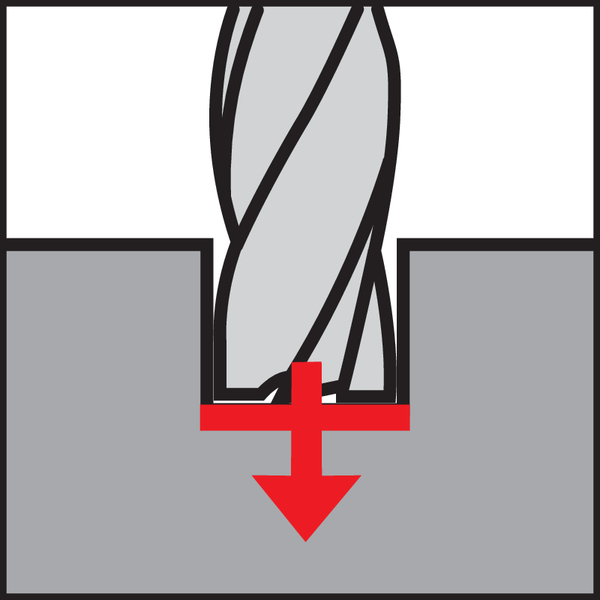 Vrtání
Vrtání Kopírovacím frézování
Kopírovacím frézování
Drá?kování se pou?ívá k vytvo?ení podlouhlych vybrání, která bu? procházejí materiálem jako podlouhly otvor, nebo nap?íklad neprocházejí zcela jako drá?ka. Tato frézovací operace je obzvlá?tě náro?ná, proto?e nástroje jsou plně opásány materiálem v úhlu 180 stupň?.
Hrubovací fréza odebírá z obrobku co nejvíce materiálu za co nejkrat?í dobu s velkymi posuvy. M??e vznikat drsny povrch.
P?i dokon?ování se vytvá?í dobry povrch, p?esny rozměr a p?esné úhly s relativně men?ím posuvem.
P?i zano?ování se fréza zano?uje do materiálu pod úhlem. Následně se do sou?ásti vyfrézují drá?ky, kapsy nebo jiné tvary. Tato strategie zano?ení vytvá?í nap?. podlouhlé dutiny.
P?i zano?ování po ?roubovici se nástroje do dílu zano?ují po spirále. Vytvo?í se kruhová kapsa, která je vět?í ne? pr?měr nástroje.
P?i vrtání se fréza zano?uje do materiálu jako vrták.
P?i kopírovacím frézování se pou?ívají radiusové frézy. Rozli?ujeme frézy s plnym rádiusem a rohovym radiusem, nazyvané také torusové frézy. Tímto zp?sobem lze obrábět komplexní tvary.
úhel na fréze
Stejně jako hlavní b?it je i úhel ?ela u frézovacího nástroje na obvodu. V závislosti na obráběnych materiálech je úhel ?ela mezi mínus 15 a plus 25 stupni. Nástroje s pozitivním úhlem ?ela ?e?ou materiál měkkym ?ezem a zaji??ují plynuly odchod t?ísky. Nástroje s negativním úhlem ?ela se vyzna?ují tla?nym ?ezem. Velké úhly ?ela 10 a? 25 stupň? vytvá?í ostry b?it a jsou vhodné pro frézování velmi měkkych a lepivych materiál?. úhel h?betu se vyrábí ve dvou variantách: Díky radiálnímu podbrou?ení má velmi hladky ?ez a pevnou hranu b?itu, tak?e je vhodny nap?íklad pro obrábění korozivzdornych a ?áruvzdornych ocelí. úhel h?betu s fasetovym vybrusem vytvá?í ostré a? agresivní ?ez.
Frézovací nástroje mají také r?zné úhly stoupání ?roubovice?– od nuly do 55?stupň?. ?ím men?í je úhel stoupání ?roubovice, tím méně kontaktních bod? vzniká mezi nástrojem a obrobkem. Nástroje s men?ím úhlem stoupání ?roubovice mají méně klidny chod a hodí se spí?e k hrubování. Nástroje s vět?ím úhlem stoupání ?roubovice mají klidny chod a pou?ívají se k dokon?ování.
Chtěli byste se dozvědět více o tématu frézování a o frézovacích nástrojích spole?nosti Gühring?

V Gühring akademii Vám zprost?edkováváme rozsáhlé znalosti ze světa obrábění kov?.
Online vyukové jednotky jsou praktické a interaktivní a m??ete si je kdykoli spustit online.
?elní frézování a frézování po obvodu
V zásadě rozli?ujeme mezi obvodovym a ?elním frézováním. P?i ?elním frézování odvádějí t?ísky ?elní b?ity frézovacích nástroj?. Nástroj je v tomto p?ípadě umístěn kolmo k rovině obrábění. P?i obvodovém frézování le?í osa nástroje rovnobě?ně k obrobku. Tím se provede ?ezny pohyb po obvodu nástroje.
Sousledné a nesousledné frézování
P?i nesousledném frézování rotuje fréza proti směru posuvu obrobku. Vzniká tak stále silněj?í t?íska, p?i?em? pot?ebná síla se od vstupu b?itu do vystupu prudce zvy?uje. P?i sousledném frézování provádí b?it rota?ní pohyb ve směru posuvu obrobku.
Tím je síla vyvinutá p?i vstupu b?itu nejvy??í. Sousledné frézování je up?ednostňováno z d?vodu del?í ?ivotnosti a lep?ího obráběného povrchu. Ní?e je uvedeno p?ímé srovnání sousledného a nesousledného frézování.
Sousledné frézování
Nesousledné frézování
Frézování kovu
S frézovacími nástroji lze obrábět díly z kovu, plastu a d?eva. ?ezné materiály a geometrie musí byt p?izp?sobeny obráběnym materiál?m a vyrobnímu postupu. Jen tak lze dosáhnout optimálních vysledk? a dlouhé ?ivotnosti.
P?ehled frézovacích nástroj? na kov
P?i frézování rozli?ujeme mezi frézovacími nástroji na stopkové frézy a frezovací hlavy. Frézovací hlavy jsou f s vyměnitelnymi b?itovymi desti?kami. Lze je jednodu?e p?estavět na jiny typ frézování. U stopkovych fréz se ost?í a stopka skládají z jednoho kusu. Ka?dy nástroj je p?itom zamě?en na ur?ity typ frézování, a proto m??e byt pou?it pouze pro tuto operaci. Zde je p?ehled nej?astěji pou?ívanych typ? fréz:
| Typ frézy | Aplikace |
|---|---|
| Rohová frézy a úkosová fréza | P?i rohovém frézování lze obrábět dvě plochy sou?asně. Vzniknou plochy s pravym úhlem 90°. |
| Rovinná fréza | S rovinnymi frézami se frézují rovné povrchy, vět?inou s úhlem nastavení 45°. |
| Dělící fréza | Tyto kotou?ové nástroje mají obzvlá?tě úzky profil a pou?ívají se k rozměrově p?esnému ?ezání obrobk?. |
| Konturová fréza | Konturové frézy jsou vhodné pro frézování slo?itych 3D obrys? s několika frézovacími dráhami a p?esně definovanymi dráhami. |
| Drá?kovací fréza | Drá?ky a kapsy se v sou?ástech vytvá?ejí pomocí drá?kovacích fréz. Obrobky lze spojovat pomocí drá?ek. |
| Fréza na srá?ení hran | K odhrotování hran na obrobcích lze pou?ít frézu na sra?ení hran. |
| Fréza na ozubení | Pat?í mezi ně válcové frézování nebo tvarové frézování, pomocí kterych lze vyrobit v?echny druhy ozubení. |
| Závitová fréza | Se závitovou frézou se vyrábějí rozměrově stálé vnit?ní a vněj?í závity. |
| Zahlubovací fréza | Tyto ku?elové frézy umo?ňují vytvá?ení zahloubení, nap?íklad pro hlavy ?roub? s r?znymi úhly. |
Frézování CNC: Co je CNC frézování?
Obráběcí stroje CNC se pou?ívají k frézování, zejména v kovozpracujícím pr?myslu. Tato moderní ?ídicí technologie umo?ňuje automatizovanou, a tedy nákladově efektivní vyrobu obrobk? s vysokou p?esností. Obrábě? pou?ívá technologii CNC (Computerised Numerical Control) a nejprve navrhne po?adovany obrobek pomocí programu CAD. Tento model pak systém CAM opat?í parametry, jako jsou rychlost, posuv nebo hloubka ?ezu, a p?enese je do softwaru CNC. Sériová vyroba na CNC frézkách je obzvlá?tě hospodárná, proto?e mohou dosahovat ?eznych rychlostí a? 18 000 otá?ek za minutu a u vysokorychlostních stroj? dokonce p?es 50 000 otá?ek za minutu.

Navigátor
Cesta k vybranému produktu: Navigátor vás dovede k nejlep?ímu nástroji pro va?i aplikaci.
Jak mezi 100?000 nástroji Gühring najdete vhodné ?e?ení pro va?i konkrétní aplikaci? Snadno, rychle a pohodlně?– s na?ím ?Gühring navigátorem“. Intuitivní vyhledáva? produkt? vás dovede k nejlep?ímu mo?nému nástroji a odpovídajícím ?eznym parametr?m.
- Vybrat skupinu produkt? a aplikaci
- Zadat rozměry
- Ur?it materiál a pevnost
- Vybrat nástroj
Stopkové frézy
Definice stopkové frézy: Co je stopková fréza?
Stopková fréza má ost?í a upínací stopku z jednoho kusu. Integrovaná stopka se upne do dr?áku frézy ve stroji. Konstrukce upínací stopky m??e byt válcová nebo ku?elová. Stopkové frézy se dodávají v mnoha r?znych tvarech a jsou ur?eny pro vyrobu drá?ek, kapes, vybrání, zápustek a r?znych tvar?. V oblasti ?elních stopkovych fréz nabízí Gühring r?zné produkty jako hrubovací a dokon?ovací frézy.

Ozna?ení stopkové frézy
Stopkové frézy s válcovou stopkou jsou definovány v normě ISO DIN 844. Norma obsahuje údaje o rozměrech, ?eznych materiálech, provedeních a ozna?ení nástroj?. DIN 845 stanovuje po?adavky na stopkové frézy s ku?elovou stopkou Morse.
Stopkové frézy z tvrdokovu
Stopkové frézy pro obrábění kov? mohou byt vyrobeny z r?znych ?eznych materiál?. Obvykle se jedná o rychlo?eznou ocel (HSS) a tvrdokov (TK).
Univerzální nebo vysoce vykonné frézy z TK se pou?ívají na moderních CNC strojích. Jsou vhodné zejména pro sériovou vyrobu. Díky vysokym obráběcím rychlostem jsou velmi vykonné. Navíc dosahují dlouhé ?ivotnosti a také hloubky ?ezu a ?í?ky ?ezu. Vyzna?ují se tak celkově vysokou hospodárností. Nevyhodou fréz z tvrdokovu je vy??í po?izovací cena. Kromě toho nejsou vhodné pro vyrobní procesy s nestabilními podmínkami obrábění.
Stopkové frézy HSS
Stopkové frézy na hliník
Hliník má nízkou hmotnost a vysokou vodivost, co? z něj ?iní nap?íklad oblíbeny materiál v elektrotechnickém pr?myslu. Frézování hliníku je v?ak velmi náro?né, proto?e materiál vlivem tepla vznikajícího p?i frézování měkne a t?ísky se lepí na b?ity frézovacích nástroj?. Pro obrábění hliníku je nejvhodněj?í jednob?itá fréza, proto?e zde je riziko ?ulpívání“ t?ísek nejmen?í. Pro st?edně tvrdé slitiny hliníku lze pou?ít také dvoub?ité a víceb?ité nástroje. Zde se dozvíte více o stopkovych frézách pro obrábění hliníku.
Pro? mají ?elní frézy ?ikmé (spirálové) b?ity?
Pro obrábění kov? se vět?inou pou?ívají stopkové frézy, jejich? drá?ky jsou do spirály. To má několik vyhod: Spirálové b?ity mají rovnoměrny ?ez, rovnoměrnou ?eznou sílu a hlad?í chod. Kromě toho jsou t?ísky odváděny stranou a nedostávají se do ?ezu.
P?ehled pr?měr? stopkovych fréz
?elní fréza 2 mm
Spole?nost Gühring nabízí ?ty?b?ité plnohodnotné frézy ze slinutého karbidu o pr?měru 2 mm. Je mo?né pou?ít r?zné povlaky.
Mikrofrézy jsou k dispozici v rozmezí 0,3-3,2 mm.
?elní fréza 6 mm
Novinkou mezi nástroji je o pr?měru 6 mm s povlakem AlCrN.
?elní fréza 12 mm
Velké pr?měry se pou?ívají hlavně pro vysoce vykonné frézování, proto?e umo?ňují dosáhnout vy??ích ?eznych objem?. Spole?nost Gühring nabízí tvrdokovové frézy o pr?měru 12 a? 32 mm.
Extra dlouhé ?elní frézy
Pro obrábění, p?i kterém je zapot?ebí velmi dlouhych fréz, nabízí spole?nost Gühring ?adu fréz XL. Ty mají celkovou délku a? 150 mm.
Sada stopkovych fréz
Spole?nost Gühring sestavila několik ?elních stopkovych fréz z VHM do praktické sady pro r?zné zp?soby frézování. Sady nap?íklad obsahují ?ty?b?ité stopkové frézy s pr?měry 6 a? 12?mm.
Na?e hlavní produkty?– stopkové frézy z VHM
Stopkové frézy VHM RF 100 U

Ocel, litina a kalená ocel s pevností v tahu do 1?400?N/mm2 nep?edstavují pro frézu RF 100 U ?ádny problém. Díky nestejnému úhlu stoupání ?roubovice vytvá?í fréza Ratio 3 mimo?ádně lehky ?ez i p?i velkych posuvech.
Va?e vyhody s RF 100 U:
- optimalizace v?ech parametr? nástroj? pro extrémní posuvy a vysoky objem materiálu odebraného za jednotku ?asu
- maximální vyu?ití vykonu díky vlastní ?pi?kové povrchové úpravě
- zkrácení doby cyklu v sériové vyrobě i u tě?ko obrobitelnych materiál?
Stopkové frézy VHM RF 100

Fréza RF 100 Diver je ur?ena zákazník?m s?vysokou pot?ebou flexibility, proto?e pokryvá hned 5 operací najednou. Nástroj má inovativní p?ívod chladicí kapaliny, ktery dokonale chladí a chrání ?elo i obvodovou geometrii p?i vrtání a zano?ování.
Va?e vyhody s RF 100 Diver:
- a? o 40 procent del?í ?ivotnost díky inovativní technologii chlazení
- pro v?echny materiály, zejména lepkavé, nerezové a ?áruvzdorné materiály
- speciální ultrajemné zrno pro maximální ú?innost a stabilitu nástroje
TK stopkové frézy RF 100 Sharp

Nalepování materiálu p?i frézování měkkych a tvrdych materiál?, obtí?né podmínky na stroji, nízké ?ezné rychlosti – v?echny tyto problémy ?e?í fréza RF 100 Sharp. S frézou z tvrdokovu dosáhnete extrémně vysokych ?eznych rychlostí a rychlosti úběru materiálu.
Va?e vyhody s RF 100 Sharp:
- vykonná p?i obrábění měkkych, hou?evnatych a vysoce legovanych materiál?
- sní?ení ?ezného tlaku a ?ezné síly
- vysoká ochrana proti opot?ebení díky povlaku AlCrN
Fréza ze slinutého karbidu RF 100 Speed

RF 100 Speed je nejrychlej?í Ratio fréza v na?em programu. Zejména p?i obrábění velmi hou?evnatych materiál? lze pomocí TK frézy realizovat vysokych rychlostí úběru materiálu p?i stabilním procesu obrábění.
Va?e vyhody s?RF 100 Speed:
- vysoce vykonné hrubování i p?i velkych hloubkách ?ezu
- velmi tichy chod a?velká rychlost úběru materiálu
- univerzální GTC frézování hou?evnatych nerezovych ocelí, speciálních slitin a nejr?zněj?ích druh? oceli a litiny
Hrubovací frézy
P?i hrubování se pou?ívají vět?inou stopkové frézy s hrubovacím profilem. Díky vysoké ?í?ce a hloubce posuvu umo?ňuje odebírat velké mno?ství materiálu v co nejkrat?ím ?ase. P?i tomto p?edzpracování vzniká hruby povrch, na kterém jsou vidět stopy po obrábění. Zpravidla následuje dokon?ovací operace. Zde se dozvíte více o na?ich hrubovacích frézách.
Hrubovací frézy vs. dokon?ovací frézy
Dokon?ování ?asto navazuje na hrubování s cílem zlep?it kvalitu povrchu a také p?esnost rozměr? a tvar?. P?i tomto obrábění dochází k odstranění men?ího mno?ství materiálu z obrobku, obvykle ji? jen několik desetin milimetru. P?i fréfování s dokon?ovací frézou vznikají vět?í t?ísky, které musí byt z pracovního prostoru odstraněny stla?enym vzduchem nebo chladicím mazivem. Kromě toho stopková fréza s hrubovacím profilem vytvá?í ve srovnání s dokon?ovací frézou s hladkym b?item ni??í ?ezné síly, a proto vy?aduje men?í hnací vykon. Dokon?ovací frézy rozvíjejí sv?j potenciál p?edev?ím p?i obrábění bez vibrací na stabilních, vykonnych strojích s maximálním objemem obrábění, dobrym odvodem t?ísek a chlazením. Nástroje s hrubovacím profilem fungují naproti tomu i p?i obrábění citlivém na vibrace.

Hrubovací frézy na kov
Hrubovací frézy pro obrábění kov? jsou vystaveny vysokému mechanickému zatí?ení. Proto je v této oblasti nezbytné pou?ívat vysoce kvalitní ?ezny materiál, ktery má vysokou hou?evnatost a dob?e sná?í rychlé vykyvy teplot.
Hrubovací frézy HSS
Hrubovací frézy na hliník
Specifickym problémem p?i frézování hliníku je teplo, které materiál vytvá?í. S frézou Ratio Alu RF 100 A nabízí spole?nost Gühring novou hrubovací frézu speciálně pro obrábění hliníku se spolehlivym vnit?ním chlazením.
Frézy na srá?ení hran
Fréza na srá?ení hran odlamuje ostré hrany na obrobcích a srá?í hrany. Mezi bě?né operace srá?ení hran pat?í také drá?ky s V profilem, odleh?ovací zápichy, odstraňování ot?ep? podél hran obrobku a p?íprava hran pro sva?ování. Frézy na srá?ení hran se dodávají v r?znych úhlech, zpravidla se pou?ívají pro jednoduché srá?ení hran pod úhlem 45°.
Fréza na srá?ení hran na kov
Vyběr frézy závisí mimo jiné na materiálu, ktery má byt obráběn. Pro obrábění kov? má Gühring novou frézu na srá?ení hran: SpyroTec. Nástroj VHM zaji??uje ú?inné frézování díky spirálovité geometrii b?itu a povlaku TiAIN.
Zde se dozvíte více informací o frézách na srá?ení hran SpyroTec.
Frézovací hlavy
Frézovací hlava (také no?ová hlava) je frézovací nástroj, do kterého se vkládají vyměnitelné desti?ky. Frézovací hlavy se skládají ze základního těla s rozhraním pro upnutí a l??ek pro plátky.
Frézovací hlavy na kov
P?i obrábění kov? se frézovací hlavy pou?ívají p?evá?ně pro rovinné frézování a disponují ?ty?mi a? 50 b?ity. U star?ích frézovacích hlav jsou to pájené b?ity z tvrdokovu, moderní mají vyměnitelné desti?ky, vět?inou z tvrdokovu. Spole?nost Gühring nabízí ale také r?zné frézy s b?ity z PKD, které umo?ňují je?tě efektivněj?í rovinné frézování.

Typy frézovacích hlav
V oblasti frézovacích hlav se rozli?ují r?zné konstrukce:
Frézovací hlava s úhlem nastavení 45° a? 90° se pou?ívá k obrábění ploch. Rohová frézovací hlava se pou?ívá pro frézování obvodem v kombinaci s ?elním frézováním s úhlem nastavení 90°. U tvarovych frézovacích hlav se vět?inou pou?ívají kulaté b?itové desti?ky, které umo?ňují frézování volnych tvar? nebo kopírovací frézování. Je?kové frézy jsou vhodné pro frézování s extrémně velkymi hloubkami ?ezu, proto jsou jejich vyměnitelné b?itové desti?ky uspo?ádány nad sebou a odsazeny. Frézovací hlavy se navíc rozli?ují podle po?tu pou?itelnych vyměnitelnych desti?ek a r?znych po?adavk? na materiál s dlouhou nebo krátkou t?ískou.
Nastavení frézovací hlavy (nastavení b?it?)
Pro vět?í flexibilitu p?i obrábění nabízí spole?nost Gühring PKD rovinné frézovací hlavy, které lze individuálně p?izp?sobit r?znym zp?sob?m obrábění. To je mo?né díky axiálně nastavitelnym ?eznym plátk?m PKD. Díky integrovanym se?izovacím ?roub?m lze nastavit házení b?itu této frézy s p?esností na μm. Pro mimo?ádně klidny chod p?i vysokych otá?kách je lze vyvá?it vyva?ovacími ?rouby.
Nechcete zme?kat trendy ze světa obrábění?


Upínací ná?adí
Preciznost v nastavení

Vystru?ovací nástroje
Dokonalé vystru?ování ve v?ech pr?měrech

Zahlubovací nástroje a nástroje na odjehlování
rychlé, ?isté a plně automatizované odjehlování