
Narz?dzia do frezowania
Frezowanie to jeden z najbardziej wszechstronnych procesów produkcyjnych w obróbce metali. Powstaj? przy tym precyzyjne, z?o?one elementy, które s? nast?pnie stosowane w wielu dziedzinach. W zale?no?ci od zastosowania Gühring udost?pnia odpowiednie narz?dzia frezarskie do obróbki ró?nych materia?ów. Program obejmuje zarówno narz?dzia uniwersalne, jak i specjalistyczne, od konwencjonalnych frezów zgrubnych po nowoczesne strategie HPC/HSC, takie jak dynamiczne frezowanie trochoidalne (GTC) lub iMachining (SolidCAM). Ponadto do produkcji frezów stosuje si? ró?ne materia?y skrawaj?ce.

?aduj?c to wideo akceptujesz polityk? prywatno?ci YouTube.
Wi?cej informacji
Zobacz najwa?niejsze produkty
Frezowanie – podstawy
Definicja frezowania
Frezowanie to obróbka skrawaniem za pomoc? geometrycznie okre?lonych ostrzy, z przerywan? obróbk?. Celem obróbki jest produkcja zdefiniowanych przedmiotów. Narz?dzia frezuj?ce maj? jedn? lub wi?cej kraw?dzi skrawaj?cych i umo?liwiaj? zarówno pionow?, poziom?, jak i sko?n? obróbk? materia?ów w kierunku osi obrotu.
Jak dzia?a frezowanie?
Frez nieustannie usuwa materia? z nieobrobionej cz??ci w postaci wiórów. W przeciwieństwie do wiert?a, które tnie tylko na czubku (g?ównej kraw?dzi skrawaj?cej), frez tnie na obwodzie, g?ównej kraw?dzi skrawaj?cej, pomocniczej kraw?dzi skrawaj?cej i na czole. Dzi?ki temu frez mo?e jednocze?nie obrabia? materia?y w ró?nych kierunkach, zwanych tak?e osiami. Podczas usuwania wiórów narz?dzia obracaj? si? z du?? pr?dko?ci? wokó? w?asnej osi i jednocze?nie poruszaj? si? zgodnie z konturem, jaki maj? wykona?. Kszta?t obrobionego przedmiotu wynika zatem z szeroko?ci dosuwu (ae) i g??boko?ci dosuwu (ap).

Strategie frezowania
Rozró?nia si? nast?puj?ce zastosowania frezów:
 Rowkowanie
Rowkowanie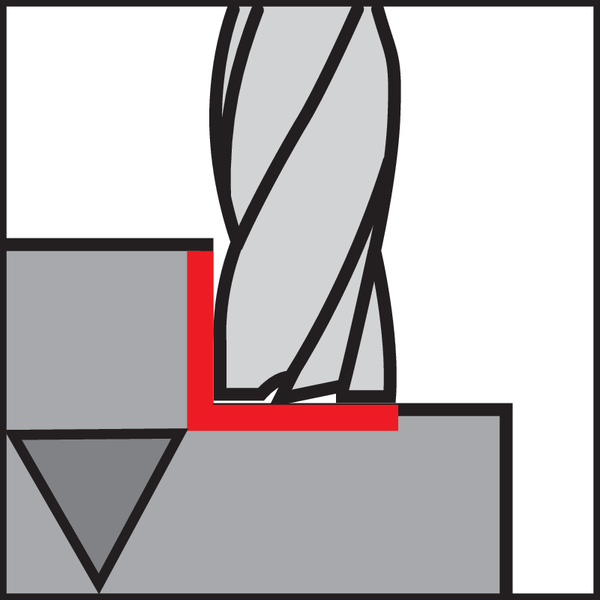 Frez zgrubny
Frez zgrubny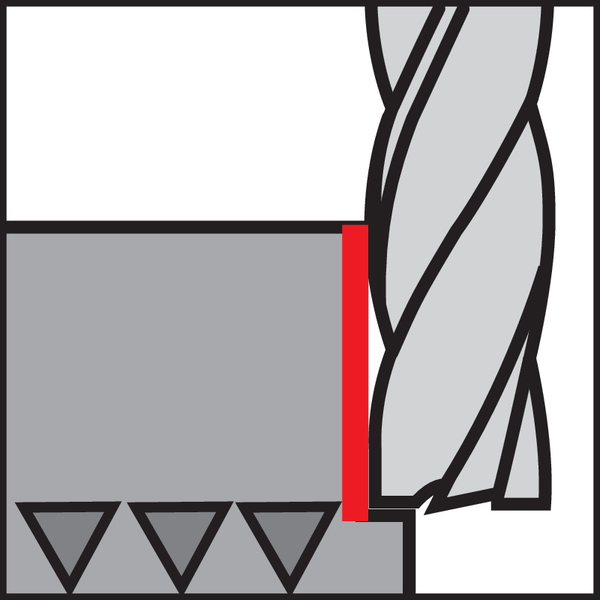 Wykańczaj?ca
Wykańczaj?ca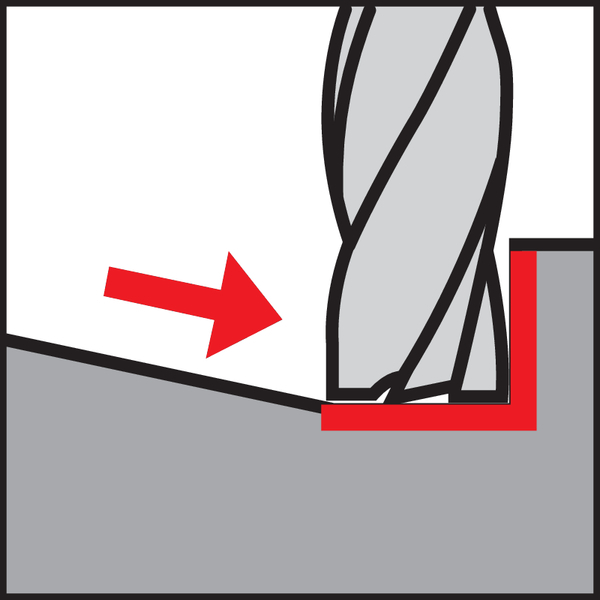 Rampowania
Rampowania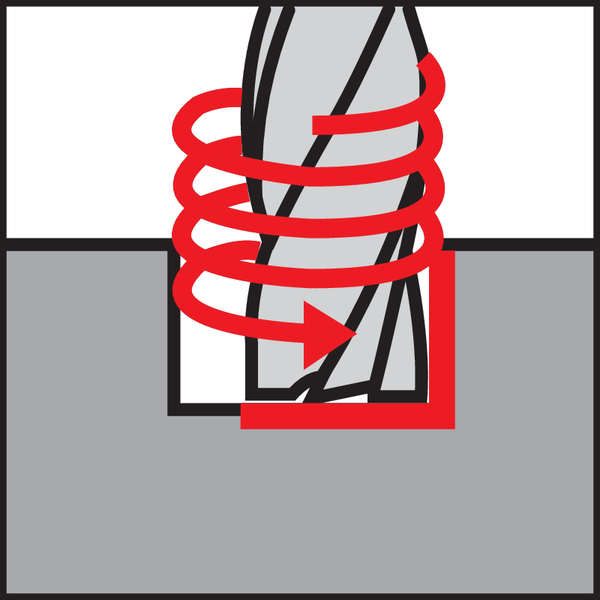 Helikal
Helikal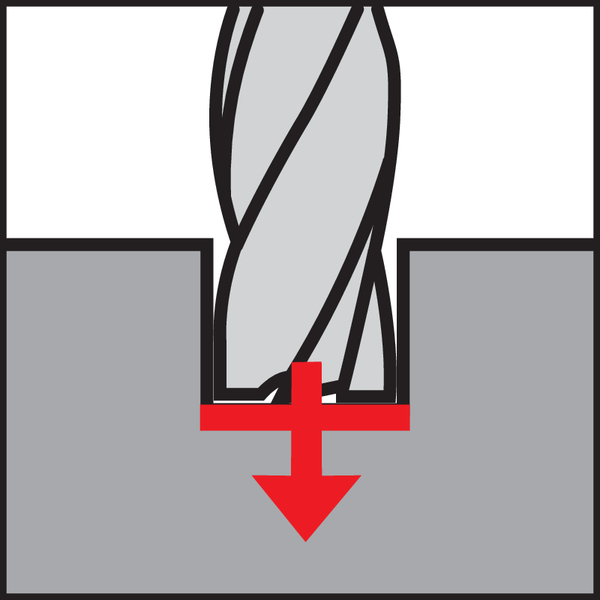 Wiercenia
Wiercenia Kopiowego
Kopiowego
Rowkowanie s?u?y do wykonywania pod?u?nych zag??bień, które w zale?no?ci od wyboru przechodz? przez materia? jako otwór pod?u?ny lub nie przebijaj? si? ca?kowicie np. jako rowek wpustu pasowanego. Ta obróbka jest szczególnie trudna, poniewa? narz?dzia s? ca?kowicie otoczone materia?em o temperaturze 180 stopni.
Frez zgrubny usuwa z przedmiotu obrabianego jak najwi?ksz? ilo?? materia?u w jak najkrótszym czasie, przy du?ych dosuwach. Powstaje przy tym zgrubny kszta?t powierzchni.
Obróbka wykańczaj?ca z niewielkimi k?tami dosuwu pozwala uzyska? dobr? powierzchni?, dok?adne wymiary i precyzyjny k?t.
Podczas rampowania frez zag??bia si? sko?nie w materia?ach. Nast?pnie w elemencie frezowane s? rowki, kieszenie lub inne kszta?ty. Ta strategia zanurzania tworzy pod?u?ne zag??bienia.
Podczas zag??biania helikalnego narz?dzia poruszaj? si? w obrabianym elemencie spiralnie. Powstaje okr?g?a kieszeń, która jest wi?ksza od ?rednicy narz?dzia.
Podczas wiercenia frez zag??bia si? w materiale jak wiert?o.
Do frezowania kopiowego (in. swobodnego) stosowane s? frezy palcowe. Rozró?nia si? przy tym frezy z promieniem pe?nym i naro?nym, zwane tak?e frezami torusowymi. Umo?liwia to obróbk? z?o?onych kszta?tów.
K?t na frezie
Podobnie jak g?ówna kraw?d? skrawaj?ca, k?t natarcia w narz?dziu frezarskim znajduje si? na obwodzie. W zale?no?ci od obrabianych materia?ów k?t natarcia wynosi od minus 15 do plus 25 stopni. Narz?dzia o dodatnim k?cie natarcia tn? materia? z mi?kkim ci?ciem i wytwarzaj? ci?g?y wiór. Narz?dzia o ujemnym k?cie natarcia charakteryzuj? si? skrobaniem. Du?e k?ty natarcia w zakresie od 10 do 25 stopni tworz? ostr? kraw?d? skrawaj?c? i s? odpowiednie do frezowania bardzo mi?kkich i lepkich materia?ów. K?t przy?o?enia jest produkowany w dwóch wariantach: Dzi?ki promieniowemu szlifowi zaskoku daje bardzo spokojne ci?cie i stabiln? kraw?d? tn?c?, dzi?ki czemu nadaje si? np. do obróbki stali nierdzewnych i ?aroodpornych. K?t przy?o?enia ze szlifem fasetkowym pozwala uzyska? ci?cie od eleganckiego po agresywne.
Narz?dzia do frezowania maj? równie? ró?ne k?ty rowka wiórowego – od zera do 55 stopni. Im mniejszy k?t pochylenia rowka wiórowego, tym mniej powstaje punktów styku narz?dzia i przedmiotu obrabianego. Dzi?ki temu narz?dzia o mniejszym k?cie pochylenia rowka wiórowego pracuj? z mniejszym spokojem (p?ynno?ci?) i s? bardziej odpowiednie do obróbki zgrubnej. Narz?dzia o wi?kszym k?cie pochylenia rowka wiórowego zapewniaj? p?ynn? prac? i s? stosowane do wykańczania.
Chcesz dowiedzie? si? wi?cej o frezowaniu i narz?dziach frezarskich marki Gühring?

W Akademii Gühring dzielimy si? obszern? wiedz? ze ?wiata obróbki metali.
Kursy online s? opracowywane w sposób praktyczny i interaktywny i mo?na je przegl?da? online przez ca?? dob?.
Frezowanie czo?owe i frezowanie obwodowe
Zasadniczo rozró?niamy frezowanie obwodowe i czo?owe. Podczas frezowania czo?owego za zrzut wióra odpowiadaj? ostrza frezów po stronie czo?owej. Narz?dzie jest w tym przypadku ustawione prostopadle do p?aszczyzny obróbki. Podczas frezowania obwodowego o? narz?dzia jest poprzeczna wzgl?dem przedmiotu obrabianego. W ten sposób ruch tn?cy przebiega na obwodzie narz?dzia.
Ruch wspó?bie?ny i przeciwbie?ny
Podczas frezowania przeciwbie?nego frez obraca si? w kierunku przeciwnym do kierunku posuwu przedmiotu obrabianego. W ten sposób powstaje pogrubiaj?cy si? wiór, wymagana si?a od wej?cia kraw?dzi skrawaj?cej do wyj?cia gwa?townie wzrasta. Podczas frezowania wspó?bie?nego ostrze wykonuje ruch obrotowy w kierunku posuwu przedmiotu obrabianego.
Dzi?ki temu oddzia?ywanie si?y jest najwi?ksze w momencie wej?cia kraw?dzi skrawaj?cej. Ze wzgl?du na d?u?sz? ?ywotno?? narz?dzia i lepsz? g?adko?? powierzchni obrabianego elementu preferuje si? frezowanie wspó?bie?ne. Poni?ej bezpo?rednie porównanie frezowania wspó?bie?nego i przeciwbie?nego.
Frezowanie wspó?bie?ne
Frezowanie przeciwbie?ne
Frezowanie metalu
Narz?dzia frezuj?ce s?u?? do obróbki elementów z metalu, tworzyw sztucznych i drewna. Materia?y skrawaj?ce i ich geometrie ci?cia musz? by? przy tym dopasowane do obrabianych materia?ów i procesu produkcyjnego, aby mo?na by?o osi?gn?? optymalne wyniki i d?ug? ?ywotno?? narz?dzi.
Przegl?d narz?dzi do frezowania metalu
W przypadku obróbki metalu rozró?nia si? narz?dzia monolityczne (frezy trzpieniowe) i narz?dzia sk?adane. Narz?dzia sk?adane to frezy z wymiennymi p?ytkami wieloostrzowymi. W kilku krokach mo?na je przestawi? na inny sposób frezowania. W przypadku frezów palcowych ostrze i trzpień sk?adaj? si? z jednego elementu. Ka?de narz?dzie jest dostosowane do okre?lonego zadania i dlatego mo?e by? u?ywane tylko do tego konkretnego zadania. Oto przegl?d najcz??ciej u?ywanych typów frezów:
| Typ frezu | Aplikacja |
|---|---|
| Frezy walcowo-czo?owy i kraw?dziowy | Podczas stosowania frezu walcowo-czo?owego mo?na obrabia? jednocze?nie dwie powierzchnie. W ten sposób powstaj? p?askie ramiona z ?prawdziwymi” k?tami 90°. |
| Frez do planowania (p?ytkowy) | Frezy p?ytkowe s?u?? do frezowania p?askich powierzchni, zwykle pod k?tem 45°. |
| Frezy tarczowy | Te tarczowe narz?dzia maj? bardzo w?sk? ?rednic? i s? stosowane do precyzyjnego odcinania detali z zachowaniem wymiarów. |
| Frez kszta?towy | Frezy konturowe nadaj? si? do frezowania z?o?onych kszta?tów 3D z niewielk? liczb? torów frezowania i dok?adnie zdefiniowanymi ?cie?kami. |
| Frez do rowków | Frezy do wpustów s?u?? do wykonywania rowków i wy??obień w elementach konstrukcyjnych. Za pomoc? rowków mo?na ??czy? ze sob? przedmioty obrabiane. |
| Frez do fazowania | Frez do fazowania umo?liwia za?amywanie kraw?dzi przedmiotów obrabianych. |
| Frez do kó? z?batych | Nale?? do nich frezy walcowe lub frezy kszta?towe do z?bów umo?liwiaj?ce wykonywanie wszelkiego rodzaju uz?bień. |
| Frezy do gwintów | Frezy do gwintów s?u?? do wykonywania stabilnych wymiarowo gwintów wewn?trznych i zewn?trznych. |
| Frez pog??biaj?cy | Te sto?kowe frezy umo?liwiaj? wykonanie zag??bień, na przyk?ad pod ?by ?rub o ró?nych k?tach. |
Frezowanie CNC: Co to jest: ?frezowanie CNC“?
Maszyny CNC s? stosowane do frezowania przede wszystkim w przemy?le obróbki metali. Ta nowoczesna technologia sterowania umo?liwia automatyczn?, a tym samym ekonomiczn? produkcj? obrabianych elementów, z zachowaniem du?ej precyzji. W obróbce wykorzystuje si? przy tym technologi? komputerowego sterowania numerycznego (CNC) i najpierw za pomoc? programu CAD konstruuje ??dan? cz???. Model ten jest nast?pnie zaopatrywany przez system CAM w parametry takie jak pr?dko??, posuw czy g??boko?? ci?cia i przekazywany do oprogramowania CNC. W przypadku obrabiarek CNC szczególnie ekonomiczna jest produkcja seryjna, poniewa? na nich mo?na realizowa? pr?dko?ci ci?cia do 18000 obrotów na minut?, a w przypadku maszyn szybkoobrotowych nawet ponad 50000 obrotów na minut?.

Nawigator
Tak otrzymasz ??dany produkt: Nawigator poprowadzi Ci? do najlepszego narz?dzia do danego zastosowania
W jaki sposób mo?na w?ród 100000 narz?dzi Gühring znale?? odpowiednie rozwi?zanie do konkretnego zastosowania? To proste, szybkie i wygodne dzi?ki naszemu ?Gühring Navigator”. Intuicyjny przewodnik po produktach poprowadzi Ci? do najlepszego mo?liwego rozwi?zania i odpowiednich parametrów skrawania.
- Wybierz grup? produktów i menu aplikacji
- Podaj wymiary
- Okre?l materia? i wytrzyma?o?ci
- Wybierz narz?dzie
Frezy trzpieniowe/palcowe
Definicja frezu trzpieniowego: Co to jest frez trzpieniowy?
W przypadku frezów palcowych powierzchnia tn?ca i powierzchnia mocowania sk?adaj? si? z jednego elementu. Zintegrowany trzpień jest mocowany w uchwycie frezu maszyny. Trzpień mocuj?cy mo?e by? walcowy lub sto?kowy. Frezy palcowe dost?pne s? w wielu ró?nych kszta?tach i nadaj? si? do produkcji szczelin, rowków, kieszeni, wybrań, zag??bień i kszta?tów wydr??onych. W dziedzinie frezów palcowych Gühring oferuje ró?ne produkty, takie jak frezy do obróbki zgrubnej i wykańczaj?cej.

Oznaczanie frezów palcowych
Frezy palcowe z trzpieniem cylindrycznym s? zdefiniowane w normie ISO DIN 844. Norma zawiera informacje na temat wymiarów, materia?ów tn?cych, wersji i oznakowania narz?dzi. Norma DIN 845 okre?la wymagania dla frezów palcowych ze sto?kiem Morse’a.
Frez palcowy z w?glika spiekanego
Frezy palcowe do obróbki metalu mog? by? wykonane z ró?nych materia?ów skrawaj?cych. Zazwyczaj s? to stale szybkotn?ce (HSS) i pe?now?glikowe (VHM).
Frezy uniwersalne lub wysokowydajne z VHM s? stosowane w nowoczesnych maszynach CNC. Nadaj? si? szczególnie do stosowania przy produkcji seryjnej. Du?e pr?dko?ci obróbki sprawiaj?, ?e s? one bardzo wydajne. Dodatkowo osi?gaj? one d?ug? ?ywotno?? oraz zapewniaj? du?? g??boko?? i szeroko?? ci?cia. Ogólnie rzecz bior?c, charakteryzuj? si? one zatem wysok? efektywno?ci? ekonomiczn?. Wad? frezów pe?now?glikowych jest wy?sza cena zakupu. Ponadto nie nadaj? si? one do procesów produkcyjnych, w których wyst?puj? niestabilne warunki pracy maszyny.
Frez palcowy HSS
Frezy HSS s? wykonane ze stali szybkotn?cej. Istotn? zalet? frezów HSS w porównaniu z frezami VHM jest ich korzystna cena zakupu. Wadami s? natomiast niska pr?dko?? obróbki oraz krótka ?ywotno?? narz?dzia. Dlatego frezy HSS i HSS-E s? rzadko u?ywane w procesach produkcji seryjnej.
Frez palcowy do obróbki aluminium
Aluminium ma niewielk? mas? i wysok? przewodno??, co czyni je popularnym materia?em w przemy?le elektrycznym. Frezowanie aluminium jest jednak bardzo wymagaj?ce, poniewa? materia? z powodu wzrostu temperatury podczas frezowania mi?knie i wióry przyklejaj? si? do ostrzy frezów. Do obróbki aluminium najlepiej nadaje si? frez jednoostrzowy, poniewa? w tym przypadku ryzyko ?upieczenia” wiórów jest najmniejsze. W przypadku stopów aluminium o ?redniej twardo?ci mo?na równie? stosowa? przecinaki podwójne lub wieloostrzowe. Dowiedz si? wi?cej o frezach palcowych do obróbki aluminium.
Dlaczego frezy trzpieniowe maj? spiralne uz?bienie?
W wi?kszo?ci przypadków do obróbki metalu stosuje si? frezy palcowe z rowkami spiralnymi. Ma to kilka zalet: Z?by spiralne zapewniaj? równomierne ci?cie, jednorodn? si?? ci?cia i p?ynniejsz? prac? maszyny. Ponadto wióry s? odprowadzane na boki i nie przedostaj? si? do otworu.
Przegl?d ?rednic frezów palcowych
Frez palcowy ?2 mm
Gühring oferuje czteroostrzowe frezy palcowe VHM o nominalnej ?rednicy od ?2 mm. Mo?liwe s? przy tym ró?ne pow?oki.
Dost?pne s? mikrofrezy o ?rednicy od ?0,3 do ?3,2 mm.
Frez palcowy ?6 mm
Nowym narz?dziem jest frez palcowy marki Gühring o ?rednicy ?6 mm z pow?ok? AlCrN.
Frez palcowy ?12 mm
Du?e ?rednice s? stosowane przede wszystkim do wysokowydajnego frezowania, poniewa? umo?liwiaj? uzyskanie wi?kszej wydajno?ci skrawania. Gühring oferuje frezy palcowe pe?now?glikowe o ?rednicach od ?12 do ?32 mm.
Frez palcowy bardzo d?ugi
Do obróbki, w której wymagane s? bardzo d?ugie frezy, Gühring oferuje seri? frezów palcowych XL. Maj? one ca?kowit? d?ugo?? do ?150 mm.
Zestaw frezów palcowych
Nasze najwa?niejsze produkty – frezy palcowe VHM
Frezy palcowe z w?glika spiekanego RF 100 U

Stal, ?eliwo i stal hartowana o wytrzyma?o?ci na rozci?ganie do 1400 N/mm2 nie stanowi? dla RF 100 U problemu. Ze wzgl?du na nierówny k?t spirali trójostrzowy frez Ratio zapewnia szczególnie ?atwe ci?cie nawet przy du?ych posuwach.
Zalety RF 100 U:
- Optymalizacja wszystkich parametrów narz?dzi, zapewniaj?ca ekstremalne posuwy i du?e obj?to?ci wiórów
- Maksymalne wykorzystanie mocy dzi?ki Inhouse-High-End-Finishing
- Skrócenie czasu taktu w produkcji seryjnej, tak?e w przypadku materia?ów trudno obrabialnych
Frezy palcowe VHM RF 100 Diver

RF 100 Diver sprawdzi? si? u klientów o du?ej potrzebie elastyczno?ci, poniewa? obejmuje pi?? operacji jednocze?nie. Narz?dzie jest wyposa?one w innowacyjny kana? doprowadzenia ch?odziwa, który ch?odzi i chroni zarówno czo?o, jak i geometri? obwodu podczas wiercenia i zg??biania.
Zalety frezu RF 100 Diver:
- nawet o 40% d?u?sza ?ywotno?? dzi?ki innowacyjnej technice ch?odzenia
- do wszystkich materia?ów, szczególnie lepkich, nierdzewnych i odpornych na wysokie temperatury
- specjalna mikroziarnista struktura zapewnia maksymaln? wydajno?? i stabilno?? narz?dzia
Dowiedz si? wi?cej: RF 100 Diver
RF 100 Diver w sklepie internetowym
Frezy palcowe VHM RF 100 Sharp

Zator wiórów podczas frezowania materia?ów mi?kkich i ci?gliwych, trudne warunki pracy maszyny, powolna pr?dko?? skrawania – wszystkie te problemy rozwi?zuje RF 100 Sharp. Dzi?ki frezowi z pe?nego w?glika spiekanego mo?na osi?gn?? bardzo wysokie pr?dko?ci skrawania i wspó?czynniki usuwania meta.
Zalety frezu RF 100 Sharp:
- wysoka wydajno?? w materia?ach mi?kkich, twardych i wysokostopowych
- Redukcja nacisku ci?cia i si? skrawania
- wysoka odporno?? na ?cieranie dzi?ki warstwie AlCrN
Dowiedz si? wi?cej: RF 100 Sharp
RF 100 Sharp w sklepie internetowym
Frez pe?now?glikowy RF 100 Speed

RF 100 Speed to najszybszy frez Ratio w naszej ofercie. Dzi?ki frezom z pe?nego w?glika mo?na uzyska? wysokie wydajno?ci usuwania materia?u przy stabilnym bezpieczeństwie procesu, szczególnie przy obróbce bardzo twardych materia?ów.
Zalety frezu RF 100 Speed:
- Wysokowydajna obróbka zgrubna tak?e przy du?ych g??boko?ciach skrawania
- Wysoka p?ynno?? pracy i du?a ilo?? usuwanego metalu
- Uniwersalne frezy GTC z ró?nych rodzajów stali i ?eliwa, stali nierdzewnych oraz stopów specjalnych
Dowiedz si? wi?cej: RF 100 Speed
RF 100 Sharp w sklepie internetowym
Frezy do obróbki zgrubnej
Podczas obróbki zgrubnej najcz??ciej stosowane s? frezy palcowe z profilem zgrubnym. Du?a szeroko?? i g??boko?? dosuwu umo?liwia usuni?cie du?ej ilo?ci materia?u w mo?liwie najkrótszym czasie. W ramach tej zgrubnej obróbki wst?pnej powstaje szorstka powierzchnia, na której widoczne s? ?lady obróbki. Z regu?y nast?pnie odbywa si? precyzyjna obróbka przedmiotu. Tutaj dowiesz si? wi?cej o naszych frezach zgrubnych.
Frezy zgrubne a frezy wykańczaj?ce
Obróbka wykańczaj?ca jest cz?sto kontynuacj? obróbki zgrubnej, wykonywan? w celu poprawy jako?ci powierzchni oraz dok?adno?ci wymiarowej i konturowej. Przy tym procesie frezowania z przedmiotu obrabianego usuwane s? zwykle mniejsze ilo?ci materia?u, zwykle tylko kilka dziesi?tych milimetra. Podczas obróbki frezem wykańczaj?cym powstaj? wi?ksze wióry, które nale?y usun?? z obszaru roboczego za pomoc? spr??onego powietrza lub p?ynu do ci?cia. Dodatkowo frez palcowy z profilem zgrubnym zapewnia mniejsze si?y skrawania w porównaniu z frezem wykańczaj?cym, co wymaga mniejszej mocy nap?dowej . Frezy wykańczaj?ce pozwalaj? na uzyskanie mo?liwo?ci obróbki wykańczaj?cej bez drgań dzi?ki stabilnej, wysokowydajnej maszynie o maksymalnej obj?to?ci skrawania, krótkim zamocowaniu i dobrym ch?odzeniu. Z drugiej strony narz?dzia z zgrubnym profilem dzia?aj? równie? przy obróbce podatnej na wibracje.

Frez do obróbki zgrubnej metalu
Frezy zgrubne do obróbki metalu nara?ane s? na du?e obci??enia mechaniczne. Dlatego w tym obszarze konieczne jest zastosowanie wysokiej jako?ci materia?u skrawaj?cego, który charakteryzuje si? du?? twardo?ci? i niewra?liwo?ci? na gwa?towne zmiany temperatury.
Frez do obróbki zgrubnej HSS
Frez do zgrubnej obróbki aluminium
Szczególnym wyzwaniem podczas frezowania aluminium jest wydzielanie ciep?a przez obrabiany materia?. Oferowany perzez firm? Gühring frez Alu RF 100 A Ratio to nowy frez do obróbki zgrubnej, przeznaczony specjalnie do frezowania aluminium z niezawodnym ch?odzeniem wewn?trznym.
Frez do fazowania
Frez do fazowania s?u?y do za?amania ostrych kraw?dzi przedmiotów obrabianych oraz obróbki faset. Równie? ci?cia V, podci?cia, usuwanie zadziorów wzd?u? kraw?dzi przedmiotu obrabianego i przygotowanie narz?dzi do spawania to cz?ste fazowanie. Frezy do fazowania s? dost?pne z ró?nymi k?tami, z regu?y do prostego ?amania kraw?dzi mo?na uzyska? k?t 45°.
Frez do fazowania metalu
Wybór no?a zale?y mi?dzy innymi od materia?u, który ma by? obrabiany. Do obróbki metalu Gühring ma nowy frez do fazowania: frez SpyroTec. Dzi?ki spiralnej geometrii ci?cia i pow?oce TiAIN narz?dzie VHM zapewnia wydajn? obróbk? skrawaniem.
Tutaj dowiesz si? wi?cej o frezach do fazowania SpyroTec.
G?owice tn?ce
G?owica frezuj?ca (w tym g?owica no?a) to narz?dzie do frezowania, w którym stosuje si? wymienne p?ytki. G?owice frezuj?ce sk?adaj? si? z narz?dzia podstawowego ze z??czem maszynowym i uchwytem ostrza.
G?owice frezarskie do metalu
W obróbce metalu g?owice frezuj?ce s? stosowane g?ównie do frezowania czo?owego i posiadaj? od czterech do pi??dziesi?ciu ostrzy. Starsze g?owice frezarskie maj? wlutowane kraw?dzie skrawaj?ce z w?glików spiekanych, nowoczesne maj? wymienne p?ytki, najcz??ciej z w?glików spiekanych. Gühring oferuje jednak równie? ró?ne frezy z ostrzami z PKD, które umo?liwiaj? jeszcze bardziej wydajne frezowanie.

Rodzaje g?owic frezuj?cych
G?owice frezuj?ce maj? ró?ne konstrukcje:
G?owica frezarska o k?cie ustawienia od 45° do 90° jest przeznaczona do obróbki powierzchni. G?owica frezarska k?towa jest stosowana do frezowania czo?owo-obwodowego i ma k?t przystawienia 90°. Okr?g?e p?ytki skrawaj?ce s? najcz??ciej stosowane w g?owicach do frezowania kszta?towego, które umo?liwiaj? frezowanie swobodne lub kopiowanie. Frezy typu „je?” nadaj? si? do frezowania z bardzo du?ymi g??boko?ciami skrawania, dlatego ich p?ytki wymienne s? u?o?one jedna nad drug? i z przesuni?ciem. G?owice frezuj?ce s? równie? zró?nicowane ze wzgl?du na liczb? mo?liwych do zastosowania p?ytek wymiennych oraz ró?ne wymagania dotycz?ce materia?u o d?ugim lub krótkim skoku.
Wyrównywanie g?owicy frezu (ustawianie ostrzy)
Dla wi?kszej elastyczno?ci w obróbce, Gühring oferuje g?owice do frezowania czo?owego PCD, które mog? by? indywidualnie ustawione dla ró?nych operacji obróbczych. Jest to mo?liwe dzi?ki regulowanym osiowo kraw?dziom tn?cym PKD. Dzi?ki zintegrowanym ?rubom regulacyjnym bicie ostrza tych frezów jest regulowane z dok?adno?ci? do μm. Aby zapewni? wyj?tkowo spokojn? prac? przy wysokich pr?dko?ciach obrotowych, mo?na je wywa?y? za pomoc? ?rub wywa?aj?cych.
Nie chcesz przegapi? trendów w dziedzinie skrawania metali?


Elementy mocuj?ce
Precyzja to kwestia nastawienia

Rozwiertaki
Perfekcyjne rozwiercanie we wszystkich ?rednicah

Narz?dzia do pog??biania i gratowania
szybkie, czyste i w pe?ni zautomatyzowane gratowanie