
Przyrz?dy mocuj?ce
Precyzja jest kwesti? ustawienia
Od wrzeciona do ostrza: aby zagwarantowa? perfekcyjny wynik obróbki, firma Gühring oferuje oprawki modu?owe, przyrz?dy mocuj?ce oraz narz?dzia od jednego dostawcy.



Oprawki Gühro-Sync – to co najlepsze, wybrane z 2 systemów
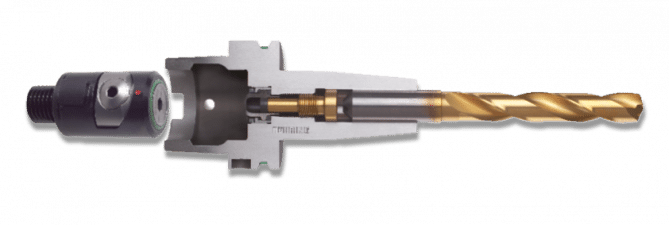
Promieniowe i osiowe niedok?adno?ci przy gwintowaniu zagra?aj? jako?ci obrabianych cz??ci. Oprawka do gwintowania GühroSync firmy Gühring kumuluje w sobie zalety oprawki hydraulicznej i synchronicznej, optymalnie kompensuj?c jednocze?nie b??dy czy luzy obrabiarki, obecnie równie? z chwytem SK, MAS/BT oraz chwytem cylindrycznym.

?aduj?c to wideo akceptujesz polityk? prywatno?ci YouTube.
Wi?cej informacji
Rozwi?zanie wg Guhring,a
Przedstawienie problemu:
Odchy?ki promieniowe i osiowe przy gwintowaniu mog? wyst?powa? w ró?nych miejscach. Z jednej strony synchronizacja osi obrotu i posuwu zmniejsza si? w wyniku zu?ycia. Z drugiej strony mog? wyst?pi? ekstremalne przeci??enia, a przez to zmiany osi?ganych wymiarów. Coraz wi?ksze pr?dko?ci skrawania natomiast zwi?kszaj? obci??enia dynamiczne w kierunku osiowym i promieniowym.
Rozwi?zanie:
- Oprawka GühroSync przejmuje w takim przypadku t?umienie drgań.
- Jako synchroniczna oprawka do gwintowania wyrównuje ró?nice skoku gwintu.
- Oprócz tego oprawka ta kompensuje skrajne przeci??enia oraz blokuje przep?yw ciep?a, nap?ywaj?cego ze strefy obróbki.
Kombinacja metalowych spr??yn, polimerowych elemntów t?umi?cych oraz techniki hydraulicznej optymalnie redukuje si?y osiowe i promieniowe, co pozwala do 75% zmniejszy? zu?ycie montowanych w tych oprawkach narz?dzi. Ponadto oprawki GühroSync zosta?y przystosowane do ch?odzenia mg?? olejow? MMS/MQL, dzi?ki czemu oferujemy najwy?sz? technik? po cenach rynkowych.
Poprzez zastosowanie synchronicznych oprawek do gwintowania u?ytkownik osi?ga wy?sze trwa?o?ci, wy?sze parametry skrawania, krótsze czasy cykli produkcyjnych oraz podwy?szon? jako?? gwintów. Dzi?ki temu przyrz?dowi ma?e firmy korzystaj? z komfortowej obs?ugi oraz wysokiej niezawodno?ci procesu produkcyjnego. Przy wielkoseryjnej produkcji natomiast na czo?o listy korzy?ci wychodzi redukcja kosztów narz?dziowych.

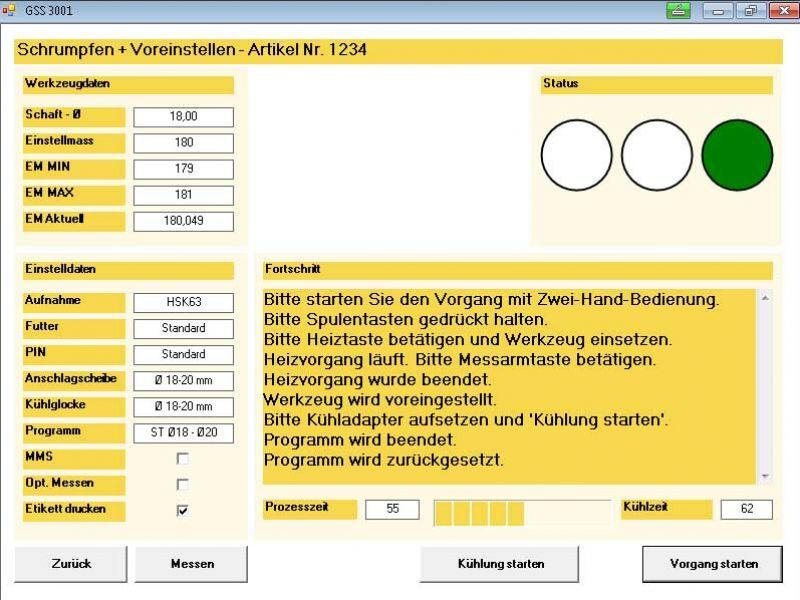
Indukcyjny przyrz?d GSS 3001 do oprawek termoskurczowych
Ustawianie, mocowanie termoskurczowe i pomiar w jednym przyrz?dzie
Optymalnie ma?e bicie promieniowe, bezpieczne przenoszenie si? i momentów obrotowych, jak równie? prosta i szybka wymiana narz?dzi. Oprawki termoskurczowe istotnie przyczyniaj? si? w czasie obróbki do wysokiej precyzji, a przez to wysokiej jako?ci obrobionej powierzchni i s? z regu?y bardziej ekonomiczne od konwencjonalnych oprawek. Do w/w oprawek termoskurczowych s?u?y indukcyjny przyrz?d GSS 3001 firmy Gühring, z automatycznym ustawianiem wysuni?cia narz?dzia zamocowanego w oprawce. W czasie procesu termoskurczowego przy pomocy wa?ka regulacyjnego ustawia si? wysuni?cie narz?dzia z oprawki.
Podczas gdy przyrz?d Gühring’a GSS 3001 w czasie procesu termoskurczowego umo?liwia automatyczne ustawienie wysuni?cia narz?dzia z oprawki, to analogiczne przyrz?dy od konkurencji wymagaj? w zasadzie oddzielnych czynno?ci: najpierw regulowanie i pozycjonowanie systemu zderzakowego w stanie sch?odzonym, a na koniec termoskurczowe mocowanie.
Dok?adno?? regulacji i pomiaru wynosi 0,02 mm, a czas cyklu mocowania wynosi mniej ni? 1 minuta. Przynosi to oszcz?dno?ci w kosztach ustawiania narz?dzi.
Gospodarka narz?dziowa i ocena procesu za pomoc? oprogramowania GSS
Intuicyjna i przyjazna dla u?ytkownika obs?uga odbywa si? za pomoc? 12-calowego ekranu dotykowego i skanera kodów kreskowych. Oprogramowanie pozwala na kompleksowe zarz?dzanie narz?dziami, oprawkami i danymi termoskurczowymi, a tak?e zwi?zanymi z tym parametrami. Wszystkie procesy przeprowadzane na tym przyrz?dzie mo?na traktowa? indywidualnie, tzn. w zale?no?ci od wykorzystania danych dotycz?cych np. obrabianych cz??ci, miejsca powstawania kosztów lub dotycz?cych u?ytkownika. Zwi?ksza to nie tylko wydajno?? produkcji, ale tak?e zapewnia mo?liwie najwi?ksz? przejrzysto?? procesu produkcyjnego.
GSS 3001 zdobywa równie? uznanie dzi?ki swojej zintegrowanej funkcji zapisu i odczytu, która razem z no?nikami danych Balluf w oprawkach termoskurczowych upraszcza identyfikacj? narz?dzi. Mo?liwe jest proste rejestrowanie trwa?o?ci narz?dzi.




Pewne mocowanie termoskurczowe i ochrona ?rodowiska
Minimalne rozgrzanie oprawki z jednej strony gwarantuje maksymalne bezpieczeństwo obs?ugi, z drugiej za? strony delikatne ogrzewanie zapewnia d?ug? trwa?o?? oprawek termoskurczowych. Zasilana wod? ch?odziarka sch?adza oprawki szybko i bezpiecznie. Oprawki pozostaj? przy tym czyste i suche, a zatem mo?na je u?ywa? natychmiast, bez ryzyka korozji. Gor?ce miejsca pozostaj? w czasie procesu sch?adzania , w bezpieczny sposób os?oni?te, aby zapobiec oparzeniom. Powstaj?ce opary w czasie procesu termoskurczowego s? kontrolowane oraz odsysane i filtrowane.
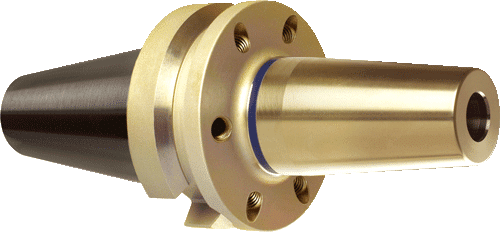
Zalety techniki termoskurczowej: Oprawka narz?dziowa wychodzi na plan pierwszy
Jeszcze kilka lat temu precyzyjne narz?dzie by?o uwa?ane za decyduj?cy czynnik w sukcesie produkcji komponentów. Obecnie jednak coraz wa?niejsza staje si? oprawka narz?dziowa. Technika termoskurczowa sprawdza si? ju? od wielu lat równie? w obróbce skrawaniem – w przemy?le motoryzacyjnym, lotniczym, kosmicznym, czy w budowie maszyn, gdzie u?ytkownicy doceniaj? ogromn? sztywno?? uk?adu obróbczego, g?ównie w operacjach wiercenia. W przypadku mocowania oprawki termoskurczowej na przyrz?dzie GSS 3001, dzi?ki jej obrotowej symetrii, zagwarantowane jest precyzyjne, na ca?ym obwodzie chwytu, mocowanie z ogromn? si??, du?a sztywno?? oraz minimalny b??d wywa?enia. Minimalne bicie poprzeczne zapewnia symetryczne obci??enie ostrzy skrawaj?cych, przed?u?aj?c tym samym trwa?o?? narz?dzi.
Zalety – na pierwszy rzut oka
- Perfekcyjne mocowanie na ca?ym obwodzie chwytu, ogromna si?a mocowania i sztywno??.
- Wysoka i powtarzalna dok?adno??
- Minimalny b??d wywa?enia dzi?ki symetrii obrotowej
- Minimalne bicie poprzeczne dla symetrycznego obci??enia ostrzy skrawaj?cych, a przez to wy?sze trwa?o?ci
- Dzi?ki zredukowanej ilo?ci komponentów – mniejsze koszty zaopatrzenia, magazynowania i zarz?dzania
- Wy?szy, przenoszony moment obrotowy
- Dok?adna wspó?osiowo??


Systemy mocowania i uchwyty narz?dziowe Przegl?d zastosowań

Dzi?ki naszym uchwytom na narz?dzia wyznaczamy standardy na przysz?o??
GM 300
Rozwój interfejsu HSK, pionier obróbki precyzyjnej
TSG 3000
Wysokie bezpieczeństwo pracy dzi?ki wska?nikowi temperatury i pow?oce PVD zapewniaj?cej d?ug? ?ywotno?? narz?dzia
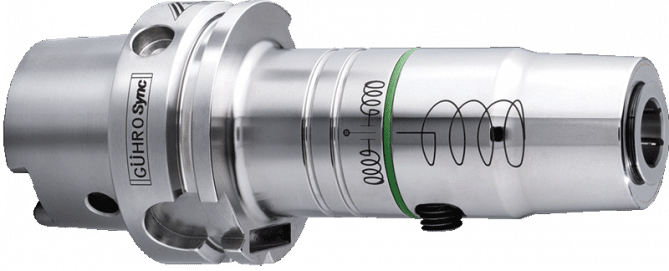
GühroSync
Zalety uchwytów hydraulicznych i synchronicznych w jednym uchwycie narz?dziowym

MQL Technologia
Tylko ilo?? rzeczywi?cie wymaganej czystej oliwy

Wiert?a
Zaawansowana technologia wiercenia

Rozwiertaki
Perfekcyjne rozwiercanie we wszystkich ?rednicah

Tool Management
Wi?cej ni? zarz?dzanie narz?dziami